Технология изготовления стеклопакетов для пластиковых окон
Элементы стеклопакета и его изготовление
Стеклопакеты давно популярны потому, что они создают внутри дома комфортные микроклимат и тишину. А всё почему? Размеры отдельных элементов пакета выверены, и в совокупности с геометрической строгостью профиля это обеспечивает необходимое качество пластиковых окон.

Что собой представляет стеклопакет?
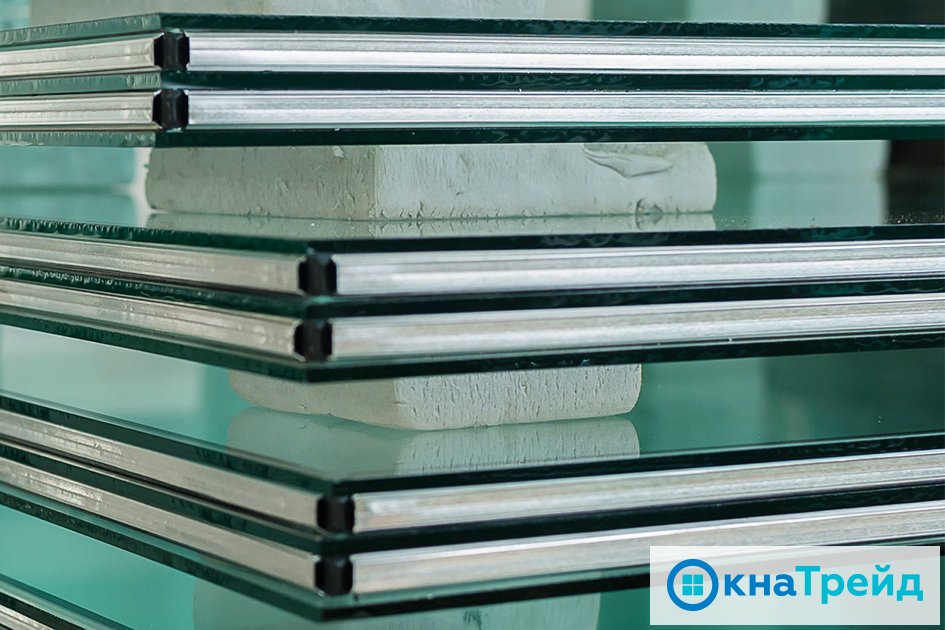
Часто ошибочно им называют всё окно из пластика. Это неверно. Стеклопакет ― его часть, это камера, которая загерметизирована и не разбирается. Главная роль пакета окна– оказывать сопротивление теплопередаче из дома на улицу и наоборот. Самая простая и экономичная конструкция ― однокамерная. Её образуют два стекла. Они разъединены, чтобы находиться на зафиксированном расстоянии друг от друга, по периметру дистанционной рамкой. На ней есть перфорация, то есть небольшие отверстия, обращённые внутрь камеры. Внутри рамки находятся гранулы силикагеля или молекулярные сита. Они играют роль осушителей воздуха или других газов (инертных), находящихся в камере. Для сцепления стекол с рамкой и первичной герметизации применяется бутил. Вторичная герметизация из полисульфида придаёт соединению прочность при вставке в пластиковые профили. Вот как всё это выглядит на фото:

Классификация
Если не учитывать название фирмы-изготовителя и пластикового профиля для окна, используемого ею, то классификация проста. Стеклопакеты подразделяются на (см. фото):
- однокамерные;
- двухкамерные;
- изделия с тремя камерами.

Однокамерный имеет ширину 12-36 мм и состоит из двух стёкол. Двухкамерный имеет три стекла и, соответственно, две дистанционные рамки. Ширина таких стеклопакетов 24-64 мм. В южных широтах достаточно одной камеры. В умеренных стоит подумать о двух, в районах Севера допустимо три. Также целесообразно выбрать изделия с двумя камерами для окна в домах вблизи аэропортов, автострад и шумных производств, учитывая повышенную шумность таких сооружений.
Особенности элементов конструкции стеклопакета
Изготовление стеклопакета ― работа кропотливая и точная, поэтому к её отдельным элементам предъявляются определённые требования.

Стоит рассмотреть их по отдельности.
- Дистанционная рамка. Наиболее часто применяются для её производства оцинкованная сталь и алюминий. Они надёжны, прочны; вдобавок алюминий мало весит. Но это металлы, и в конструкции окна они будут являться «мостиками холода». Поэтому интенсивно ведутся разработки по созданию пластиковых* рамок, причём им не нужны даже перфорации: осушитель вводится в термопласт, который экструзивным способом (выдавливанием) создаёт нужный зазор между стёклами. При изготовлении же рамок с перфорацией для отверстий надо выбрать такой диаметр, чтобы через них не мог высыпаться осушитель при транспортировке.
- Осушители. Они нужны, чтобы убрать молекулярную воду между стёкол. Ведь влажный воздух способствует теплопередаче, и помещение будет быстрее остывать. И хотя разные осушители имеют неодинаковую точку росы, это не столь важно: их задача поглотить влагу при сборке пакета, так как после герметизации она в камеру уже не попадает.
- Герметики. Двойная герметизация препятствует проникновению влаги внутрь пакета. Это создаёт сопротивление теплопередаче, так как сухие газы плохо проводят тепло. Бутил в качестве первичного герметика хорош тем, что создаёт влагонепроницаемость при минимальной ширине шва. Это позволяет выдерживать идеальную геометрию пакета.
- Стёкла. Можно использовать любой тип стекла. Какой выбрать? Зависит от того, какие дополнительные качества нужны потребителю. Редко используют закалённые стёкла, триплекс и армированные, а также солнцезащитные и узорчатые. Более дороги фотохромные стёкла, могущие изменять цвет, и смарт-стёкла, меняющие прозрачность. Если стекло не энергосберегающее, то оно не оказывает никакого влияния на сопротивление теплопередаче. Весит же оно больше всех остальных элементов пакета, вместе взятых.
При поднесении огня зажигалки к специальным стеклам он отражается в обоих, но со смещением и разным оттенком пламени!
Этапы создания стеклопакетов
Самым первым этапом идёт резка стекла. Она производится по типоразмерам, но заказчик может указать и свои размеры, ведь нынешние стандартные окна не совпадают с производившимися ранее. Стекло в них может быть прозрачным, пропускающим до 95% дневного света. Листовое прозрачное стекло имеет маркировку М с цифровым индексом от 0 до 8. М0 ― идеальное полотно, но для стеклопакетов можно выбрать и М1.
Для эстетичности и защиты помещения от чужих глаз применяют также декоративные стёкла и плёночные покрытия. Функциональные стёкла могут иметь повышенную прочность, энергосберегающее или самоочищающееся покрытие, защиту от солнечного тепла или ультрафиолета ― есть из чего выбрать.
На втором этапе стёкла моют деминерализованной водой. Это делает специальная щёточная машина. Задача этого этапа ― обеспечить идеальную адгезию герметика и стекла, поэтому должны быть смыты пыль, жир, микрочастицы, оставшиеся после резки.
Третий этап ― это скрепление спейсеров в дистанционную рамку и нанесение на неё первого герметика.
На четвёртом этапе происходит непосредственно сборка пакетов, то есть стёкла соединяются посредством герметика с рамкой, после чего изделия на несколько секунд поступает под пресс. Пакеты готовы, осталось лишь закрепить их вторичным герметиком в пластиковых профилях.
Стоит добавить, что разговор о том, из чего состоит стеклопакет, будет неполным, если не упомянуть о том, что можно выбрать замену воздуха на аргон, криптон или ксенон в камерах пакетов. Они повышают технические характеристики изделия, но ненадолго.
Уменьшение расхода топлива благодаря стеклопакетам
В городской квартире слова о сбережении топлива звучат немного абстрактно, а вот для загородного дома хозяин посчитает всё досконально. Здесь целесообразно поставить энергосберегающие стёкла. Их поверхность покрыта либо окислами металлов (k-технология), либо чередующимися серебром и диэлектриками AlN, BiO, TiO2 (i-технология). Эти поверхности отражают тепло комнаты обратно от стекла, то же происходит и с воздухом на улице. Такое действие оказывает сопротивление теплопередаче в «никуда». Ведь значительная часть тепла уже не уходит через холодные окна. А эта доля составляла 40-50%.
Можно ещё более сократить теплопотери, а заодно и повысить звукоизоляционные качества стеклопакетов для окна. Для этого воздух в них заменяют инертным газом. Причём с обычным стеклом сопротивление теплопередаче в этом случае уменьшается всего на 3-5%, а с энергосберегающим ― на 30. Становится почти вдвое теплее (40%+30%=70%). Сколько же топлива экономится благодаря этому!
Энергосберегающие стёкла не потеют и не «плачут»!
Уровень шумоизоляции
Благодаря воздушной или газовой прослойке в стеклопакете увеличивается сопротивление не только теплопередаче, но и распространению звука. Даже однокамерный стеклопакет понижает шум на 34 Дб. Можно посчитать: если грузовик «рычит» в 70 Дб, то уже однокамерные окна снижают его шум до 36 Дб. Для сравнения: шум в библиотеке оценивается в 30, а 35 ― это нормальная человеческая речь. Понятно, что с увеличением числа камер звук почти полностью исчезает (см. фото).
Маркировка стеклопакетов
Она характеризует тип стекол и размеры расстояния между ними, а также количество камер. Буквой М обозначается обычное стекло, цифрой впереди буквы ― толщина стекла, позади ― марка стекла. Число, ограниченное дефисами, означает расстояние между стёклами пакета. Количество этих чисел указывает, сколько камер в данном стеклопакете.
Например, маркировка 6М1-20-6М1 даёт следующую информацию: двухкамерный стеклопакет, заполненный воздухом, состоящий из шестимиллиметровых стекол с расстоянием между ними, равным 20 мм. Если бы камера была наполнена аргоном, маркировка бы смотрелась так: 6М1-20Ar-6М1. При другом типе стекла вместо М стояла бы другая буква, означающая тип стекла: F ― флоат-стекло, PI ― имеющее теплоотражающую плёнку и так далее.
Сопротивление проникновению шумов с улицы и теплопередаче между улицей и помещением – основная функция стеклопакета, комплектующего окна.
Источник: secretbalkona.ru
Как изготавливается стеклопакет?
все эти свойства окно приобретает прежде всего благодаря стеклопакету.
За последние годы стеклопакет превратился из простого продукта в инновационный, укомплектованный новейшими технологиями энергосбережения, солнцезащиты, самоочищения, безопасности.
В арсенале средств эстета:
- витражным рисунком,
- декоративным переплетом,
- цветным стеклом,
- встроенными жалюзи желаемого оттенка,
- рамкой стеклопакета в цвет профиля и многим другим.
Изготовление стеклопакетов, особенно со специальными покрытиями — это многогранный и сложный процесс. Тончайшие напыления, невидимые для неспециалиста, делают стеклопакет теплосберегающим, солнцезащитным, самоочищающимся. Поэтому так важно в процессе изготовления не поцарапать его функциональные слои и собрать надежную конструкцию, которая прослужит десятилетия.
Первый этап. Раскрой и подготовка.
В самом начале на в цех поступает заказ. Точно по его размерам в автоматическом режиме происходит резка стекла и зачистка кромок от напыления на высокотехнологичном оборудовании.
Это важно!
Если кромка не обработана, стеклопакет нельзя надежно загерметизировать, «запечатать» сухой воздух или газ аргон внутри. (Недостаточность адгезии первичной и вторичной герметизации). Со временем это приведет к выпадению конденсата внутри стеклопакета. При необработанной кромке напыление под рамкой начнет окисляться, а стекло — покрываться разводами и менять свой внешний вид не в лучшую сторону.
Параллельно с подготовкой стекла проходит изготовление готовых форм дистанционной рамки. Внутрь засыпается молекулярное сито, поглощающее влагу внутри стеклопакета. Благодаря этому в дальнейшем конденсат между стеклами не выпадает.
В брендированных Теплопакетах STiS используется комбинированная «теплая» дистанционная рамка, защищающая от холода краевую зону стеклопакета — самый уязвимый участок для конденсата и наледи. Мостик холода устраняется, и обеспечивается уверенный «плюс» по периметру стеклопакета.
К сведению. Появление конденсата на поверхности стёкол внутри стеклопакета свидетельствует о грубых нарушениях — неполной герметизации или отсутствии осушителя.
 Этап сборки и резки стекла. Этап сборки и резки стекла. |
 Этапы резки стекла на машине. Этапы резки стекла на машине. |
Второй этап. Сборка.
Затем следует автоматическая мойка стекол. Стекла и дистанционная рамка соединяются и на торцевую поверхность нового стеклопакета наносится первый герметизирующий слой – бутил (т.н. первичная герметизации).
Важно! STiS использует только те герметики, которые не содержат ртути.
Затем стеклопакет поступает в камеру-пресс, в которой межстекольное пространство может наполняться аргоном.
Аргон является безопасным и эффективным способом улучшить теплоизоляцию окна (плюс 10-15%) и его шумозащиту.
При изготовлении Теплопакетов STiS применяется стекло с так называемым «мягким» покрытием, которое значительно улучшает энергосберегающие характеристики изделия и наделяет стекло другими полезными свойствами за счет нанесения на поверхность стекла тончайших слоев различных соединений металлов. Обработка i-стекла требует особого оборудования и технологии, поскольку низкоэмиссионное покрытие весьма нестойко к внешним воздействиям. Поэтому при сборке «мягкое» покрытие должно быть обращено внутрь межстекольного пространства.
| Заполнение аргоном. | Сборка стекла и рамки. |
Третий этап. Вторичная герметизация.
Окончательными работами по изготовлению стеклопакета является его вторичная герметизация, надежно «запечатывающая» микроклимат внутри стеклопакета и защищающая изделие на долгие годы.
Четвертый этап. Контроль качества.
На каждом из 10 заводов STiS работает собственный отдел контроля качества. Его специалисты осуществляют операционный контроль на всех этапах. Стеклопакеты проходят процедуру проверки и приемки «под роспись» сразу у нескольких сотрудников службы контроля качества, что практически исключает возможность появления брака.
После этого на все стеклопакеты в соответствии с ГОСТом наносится наклейка STiS, содержащая техническую информацию о продукте. Подлинность брендированных Теплопакетов STiS подтверждается наличием фирменной голограммы, разработанной специально для каждого вида Теплопакетов. Узнать подробнее о маркировке.
Изготовление стеклопакетов — сложный технологический процесс, в который вовлечены разные участки работы и оборудования. Автоматизация, использование дорогих программных комплексов, высокая квалификация сотрудников гарантируют изготовление стеклопакетов со знаком качества – с маркировкой STiS.
Источник: www.stis.ru
Поговорим о строительстве
Технология производства стеклопакетов
 Стеклопакет – неотъемлемая часть окна. Его площадь занимает приблизительно 70% от площади всей оконной конструкции. По этой причине стеклопакету отведено особенное место в готовом изделии: увеличение теплоизоляционных свойств, обеспечение поглощения уличного шума, усиление световой проницаемости, ударостойкости, повышение сопротивляемости от воздействий ветра и снега. Как устроен стеклопакет, и какова технология его производства – поговорим в этой статье.
Стеклопакет – неотъемлемая часть окна. Его площадь занимает приблизительно 70% от площади всей оконной конструкции. По этой причине стеклопакету отведено особенное место в готовом изделии: увеличение теплоизоляционных свойств, обеспечение поглощения уличного шума, усиление световой проницаемости, ударостойкости, повышение сопротивляемости от воздействий ветра и снега. Как устроен стеклопакет, и какова технология его производства – поговорим в этой статье.
Стеклопакет представляет собой комплект стекол (1), разделенные друг от друга на определенное расстояние, образуя таким образом герметичное межстекольное пространство, заполненное осушенным воздухом, либо иным газом.

Сделать стеклопакет герметичным и прочным удается за счет применения двух контуров герметизации, для которых используют разные виды герметиков (4,5).
Дистанционная рамка (2) выполнена из изолированного алюминиевого профиля, имеющего два ряда перфораций по всей его длине. В полость дистанционной рамки засыпается влагопоглотитель (3), так называемый селикогель, который впитывает всю влагу, проникающую в межстекольное пространство. Таким образом, остается лишь осушенный газ, служащий отличным теплоизолятором.
Дистанционная рамка в углах стыкуется между собой при помощи угловых элементов.

Стеклопакеты делятся на:
- однокамерные – два стекла, имеющие между собой промежуток;
- двухкамерные – три стекла, разделенные двумя промежутками между ними соответственно.
Стеклопакеты должны отвечать требованиям ГОСТ 24866-99 «Стеклопакеты клееные строительного назначения».
Основные физические характеристики стеклопакетов
| Тип стеклопакета | Сопротивление теплопередаче, не менее, м·°С/Вт | Коэффициент направленного пропускания света, не менее, % | Звукоизоляция не менее, дБ | Точка росы не выше, °С |
| Однокамерный | 0,32 | 80 | 25 | Минус 45 |
| Двухкамерный | 0,44 | 72 | 27 | Минус 45 |
Производство стеклопакетов
Технологическая схема производства стеклопакетов изображена на схеме:

Первым делом стекло нарезают на куски нужного размера. Эту операцию выполняют опытные стекольщики на специальных раскроечных столах при помощи алмазного стеклореза. По раскроечному столу разрезанные листы стекла перемещаются благодаря отверстиям на поверхности стола, через которые нагнетается воздух. Таким образом, стекло «едет» по поверхности стола на воздушной подушке.
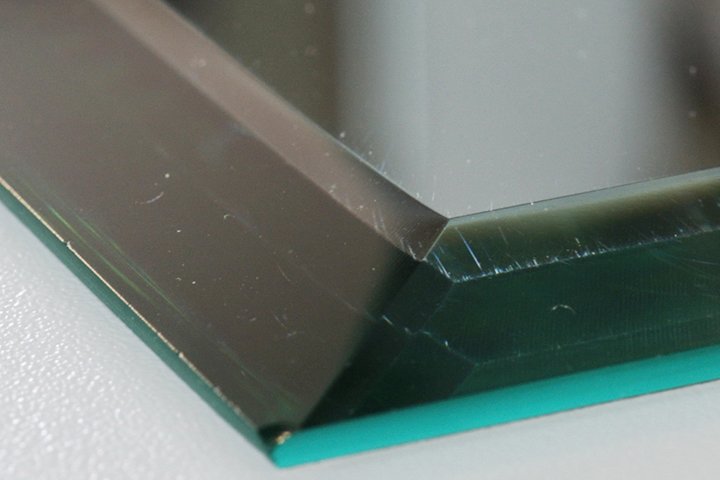
Готовые листы прогоняют через специальный станок. Он срезает фаску с торцов, делая надломленные после резки края стекла немного закругленными. Это не только в будущем защитит рабочих от порезов, но и увеличит прочность стекла, не позволит листу крошиться с краев.
Затем стекла отправляют в печь. В месте отреза, а механически это самый настоящий надлом, скопились внутренние напряжения, их необходимо сбросить прежде, чем вставлять это стекло в раму. Иначе оно может треснуть.
Моют стекла при помощи моечных машин, различающиеся по числу щеток. При большем объеме производства применяют сборочные линии, которые состоят из моечных машин и пресса.
Засыпание влагопоглотителя (селикагеля) в полость дистанционной рамки осуществляется на специальном стенде.
Молекулярные сита характеризуются следующими специфическими свойствами:
- высокая адсорбция;
- пониженная точка росы;
- десорбция азота (благодаря этому стекло не деформируется при значительных перепадах температур окружающей среды, за исключением механических нагрузок и повреждений, а также увеличивается срок эксплуатации стеклопакета).
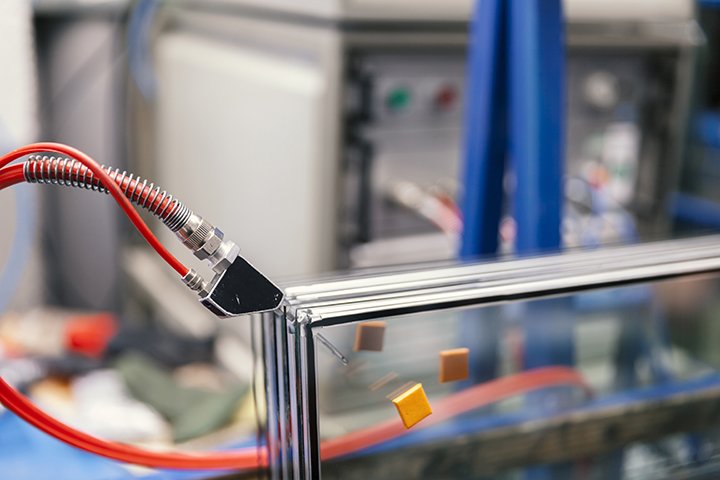
Первичный слой герметизации наносят при помощи высокопроизводительного бутилэкструдера. Бутиловые экструдеры различаются по скорости подачи бутила, объему загрузки, максимальной и минимальной ширине обрабатываемой дистанционной рамки и пр.
Затем к стеклу приклеивается дистанционный контур, и сверху устанавливается другое стекло. Выполнение операции осуществляется на сборочном столе или на сборочной линии стеклопакетов.
Собранный стеклопакет подвергают опрессовке. Обжим позволяет достичь максимальной непроницаемости и необходимой толщины стеклопакета.
После сборки и опрессовки стеклопакет отправляют на поворотный стол, на котором при помощи тиокол-экструдера на торцевую часть наносят вторичный слой герметизации. В качестве герметика чаще всего используют двухкомпонентный полисульфидный герметик тиокол.
Собранные стеклопакеты, изготавливаемые на предприятии, должны быть приняты отделом технического контроля предприятия-изготовителя на соответствие требованиям технологического процесса и ГОСТ 24866-99. Для выпуска качественной продукции необходимо контролировать, например, чтобы внутри стеклопакета отсутствовала пыль и грязь, чтобы основной слой герметизации был непрерывным и т.д. На основании результатов технического контроля специалист ОТК делает вывод о годности изделия и выписывает на партию паспорт.
После этого стеклопакеты подвергают сушке на специальных стендах, конструкция которых устроена обеспечить беспрепятственную циркуляцию воздуха.
Теперь стеклопакет готов.
Послесловие
В заключении хотелось бы отметить преимущества современных окон со стеклопакетами относительно окон с обычным остеклением. Во-первых, это значительное снижение теплопотерь, и как следствие, затрат на отопление. Во-вторых, окна со стеклопакетами характеризуются хорошей шумоизоляцией. А раньше как было, только вспомните: друзья звали гулять на улицу, не заходя за вами домой, а просто кричали в окошко. И все было слышно! В-третьих, этот момент понравится домохозяйкам, в современных окнах площадь доступных поверхностей меньше, то есть такие окна вымыть гораздо быстрее. Итак, выгода очевидна.
Источник: stroy-talks.ru
Технология производства стеклопакетов
Стеклопакет представляет собой изделие, состоящее из нескольких (двух и более) листов стекла, герметично соединенных между собой рамкой. Сегодня, как правило, стеклопакеты изготавливают на полностью автоматизированных линиях, строго придерживаясь технологии производства. Однако небольшие партии стеклопакетов могут производиться и вручную.
Производство стеклопакетов включает пять этапов, на каждом из которых стекло проходит специальную обработку, от качества которой зависит и качество готового изделия. Рассмотрим более подробно те этапы, которые проходит стекло, прежде чем стать стеклопакетом.
- Этап №1. Резка стекла.
На больших предприятиях, где производство стеклопакетов автоматизировано, резка стекла осуществляется на специальных столах, предназначенных специально для «раскройки» листов стекла. Чаще всего резка стекла производится в автоматическом режиме, управление процессом резки осуществляется специальной компьютерной программой. Использование автоматизированных станков для резки стекла не только облегчает труд рабочих предприятия, но и позволяет производить раскройку листов стекла в высшей степени экономично, минимизируя количество отходов.
Возможна также и резка стекла вручную: рабочий самостоятельно делает замеры и разрезает стекло специальным инструментом.
На этом же этапе производства изготавливаются и такие важные элементы стеклопакета, как дистанционные рамки (спейсеры). Спейсеры изготавливаются из алюминиевого или пластикового профиля и собираются с помощью специальных пластиковых уголков. В том же случае, когда изготовление стеклопакетов производятся большими партиями, дистанционные рамки изготавливаются на специальном оборудовании без применения уголков. В спейсер обязательно засыпается технический силикагель (молекулярное сито). Селикагель нужен для того, что бы влага, которая осталась в стеклопакете, при снижении температуры не конденсировалась на стеклах. Селикагель в спейсеры засыпается либо вручную, либо с использованием специального оборудования.
- Этап №2. Мойка стекла.
На данном этапе подготовленные стекла моют. Если речь идет о небольшом производстве стеклопакетов, то мойка стекла на таких минипредприятиях, как правило, производится вручную. На больших предприятиях для мойки нарезанного стекла применяются специальное оборудование для мойки стекла. Мойка стекол в машине происходит следующим образом: подготовленное стекло проходит между двумя рядами щеток, щетки вращаются и легко отмывают стекло от разного рода загрязнений. Для мытья стекол применяется только деминерализованная вода.
- Этап №3. Первичная герметизация.
На этапе первичной герметизации на боковые поверхности спейсеров наносится слой герметика. Сегодня для первичной герметизации, как правило, используются бутиловые герметики. Если стеклопакеты изготавливаются вручную, то в качестве герметика используется «бутиловый шнур». При изготовлении больших партий стеклопакетов, для минимизации расходов и ускорения производственного процесса, первичная герметизация производится с помощью специального оборудования – бутилового экструдера, который позволяет быстро наносить на поверхность спейсера полоски бутила нужной ширины. По технологии ширина бутиловой полоски не должна быть менее 3 мм, слой герметика должен быть равномерным, без пустых промежутков.
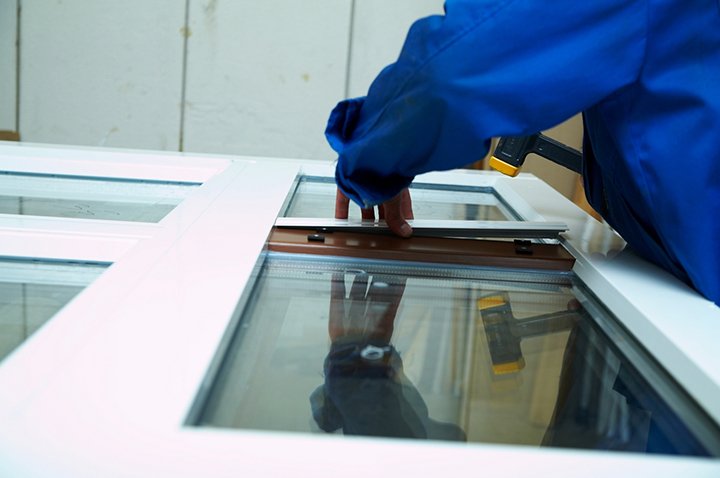
- Этап №4. Сборка стеклопакета.
В случае ручной сборки стеклопакетов, подготовленный спейсер, с нанесенным ранее герметиком, укладывают на стекло, регулируя при этом отступ, который по всем сторонам должен быть одинаковым. Затем укладывается второе стекло и готовый стеклопакет обжимается ручным прессом или же обрабатывается на прессовочном столе. Если речь идет о сборке двухкамерного стеклопакета, то перед обжимкой, на второе стекло укладывается еще одна дистанционная рамка и третье стекло.
На крупных предприятиях, где изготавливаются большие партии стеклопакетов, сборка и обжимка последних производится с использованием автоматизированных производственных линий.
- Этап №5. Вторичная герметизация стеклопакета.
После того, как стеклопакет был обработан прессом, производится его вторичная герметизация: боковые части стеклопакета покрываются слоем герметика. Делается это для того, что бы внутрь стеклопакета не попадала влага. Для вторичной герметизации используются тиоколовые, полиуретановые и силиконовые герметики, которые при ручном производстве стеклопакетов наносятся на готовые изделия шпателем, а на автоматизированных производственных линиях – при помощи экструдеров.

Оформите заказ на нашем сайте и мы перезвоним в течение нескольких минут!
Источник: npc-steklo.ru
Этапы производства стеклопакетов для оконных конструкций
Чтобы современные окна имели отличные характеристики, производство стеклопакетов должно выполняться в строгом соответствии с технологическими стандартами. Основное требование к этим изделиям – абсолютная герметичность. Однако помимо этого существует еще ряд не мене важных критериев – стабильность форм, заявленная производителем звуко- и теплоизоляция, а также отсутствие конденсата на внутренней стороне стекол. Такого результата можно добиться только в том случае, если выполнять все нормативы в процессе производства.

Нюансы терминологии
Технология изготовления стеклопакетов для окон из пластика, евробруса и алюминия одинаковая. Вследствие этого не существует отдельное производство деревянных стеклопакетов и других их видов. К тому же в самом этом термине содержится смысловая ошибка, которая может ввести в заблуждение. Ведь ни в каком в стеклопакете нет деревянных деталей, а речь в данном случае идет об изготовлении стеклопакетов для деревянных окон.
Для производства этих элементов оконных конструкций используются:
- различные виды стекла;
- металлические или пластиковые дистанционные рамки;
- герметики;
- инертный газ;
- поглотитель влаги;
- декоративные элементы – фьюзинг, полимеры, бевели и протяжки;
- энергосберегающие и звукоизоляционные покрытия.
Для изготовления стеклопакетов с подогревом используются дополнительные материалы и специальные технологии. Подробнее об этом уникальном продукте читайте на ОкнаТрейд.
Этапы изготовления стеклопакетов
Благодаря автоматизации некоторых стадий этого процесса удалось добиться более высокого качества и сократить сроки изготовления стеклопакетов. Вся производственная процедура состоит из 7 этапов:
- раскрой стекла;
- резка спейсеров – дистанционных рамок;
- мойка стекла;
- нанесение герметика;
- шлифовка краев стекла;
- первичная сборка;
- завершающая герметизация.
После выполнения всех перечисленных процессов стеклопакеты готовы к интеграции в оконные рамы.
Резка стекла
Одна из основных и самых важных процедур – резка стекла. Причем в этом процессе значение имеет не только точность, но и сохранение структуры раскраиваемого материала, а также обеспечение ровных краев разлома. Дело в том, что в процессе резки на стекле образуются микротрещины, которые имеют способность довольно быстро «самозалечиваться». В результате такой особенности, если замешкаться, можно допустить брак, поэтому при качественном раскрое разлом должен выполняться сразу же после разреза.
Сегодня этот процесс полностью автоматизирован, поэтому производителям стеклопакетов удалось повысить качество. Резка осуществляется на специальных форматно-раскроечных станках с ЧПУ и специальными воздушными подушками для листов стекла. Кроме того, для предотвращения сколов линия реза сразу же автоматически обрабатывается смазывающей жидкостью с низкой вязкостью. Благодаря этому существенно замедляется процесс «самозалечивания» стекла, и удается добиться идеально ровных разломов без сколов.

Подготовка дистанционных рамок
Одновременно с процессом резки стекла осуществляется подготовка дистанционных рамок, о видах которых можно узнать в обзоре на ОкнаТрейд. Поскольку дистанционные рамки изготавливаются путем предварительной резки профилей и последующей их сборки в цельный каркас или при помощи гибки, подготовительная процедура может отличаться в зависимости от выбора дистанционного профиля. В ходе сборки во внутренние полости спейсеров засыпается молекулярное сито – специальные поглощающие гранулы. К этому материалу предъявляется ряд требований:
- способность впитывать исключительно влагу и инертность к другим содержащимся в воздухе веществам;
- подходящий диаметр гранул, который не позволит им высыпаться из отверстий в дистанционной рамке.
Изготовление стеклопакетов на этом этапе выполняется с тем учетом, чтобы стекла не запотевали изнутри в процессе эксплуатации окон. В процессе этого мероприятия важно правильно определить «точку росы», благодаря чему будет подобрано правильное количество поглотителя влаги.
При заказе стеклопакетов рекомендуется отдавать предпочтение моделям, изготовленным из дистанционных рамок с терморазрывом. Использование таких спейсеров позволяет устранить «мостики холода» в этой зоне оконной конструкции.
Мойка стекол
Мойка уже раскроенных стекол выполняется в специальной камере с применением деминерализованной воды. Вся процедура выполняется без применения моющих средств. Все загрязнения с поверхности стекла удаляются при помощи специальных щеток, имеющих ворс со строго определенной жесткость. Такая технология позволяет качественно очистить все поверхности и не поцарапать при этом стекло.

Нанесение герметика
Шлифовка стекол
Перед выполнением непосредственного монтажа, чтобы снизить вероятность разрушения только что собранной конструкции, выполняется шлифовка стекол по периметру. Это мероприятие позволяет улучшить адгезию и обеспечивает страховку на то время, которое требуется для застывания герметика.
Первичная сборка
Стеклопакеты с белыми пятнами в местах склеивания стекол и дистанционных рамок не пригодны для установки и эксплуатации. Использование таких изделий может привести к быстрому снижению энергоэффективности окон и уровня шумопоглощения.

Завершающая стадия
Изготовление стеклопакетов для окон заканчивается этапом нанесения на боковые части конструкции второго слоя герметика. Процедура выполняется в температурном диапазоне 16-25°C при влажности воздуха не выше 50%. В качестве вторичного слоя могут быть использованы тиоколовые, силиконовые или полиуретановые герметики. Благодаря этому этапу обеспечивается сохранность первичной геометрии стеклопакетов в течение всего их гарантийного срока эксплуатации.
Источник: www.oknatrade.ru
Производство пластиковых окон: заглянем одним глазком за кулисы цеха


От профиля до готового окна – целая очередь разных по сложности процессов
Технология изготовления металлопластиковых конструкций сложна и проста одновременно. Неподготовленному человеку разобраться во всех тонкостях процесса будет почти невозможно, но после прочтения подходящей инструкции (такой, как эта статья) вопросов будет возникать на порядок меньше.
Кроме того, ознакомившись с методиками работы, вы сможете более наглядно представить себе устройство окна. Это, в свою очередь, позволит вам заказывать конструкции более осмысленно, понимая, какой элемент за что отвечает.
Исходные материалы
Для того чтобы изделия получились максимально качественными, важны не только современное оборудование для производства пластиковых окон и профессионализм мастеров-сборщиков, но и правильный подбор материалов. Эта статья носит обзорный характер, потому я приведу лишь основной список, не касаясь нюансов выбора и производства сырья – все равно эта информация будет для вас актуальной только в том случае, если вы сами займетесь процессом производства.
Итак, из чего же делают металлопластиковые окна?

- ПВХ-профиль – основное сырье, без которого, естественно, никакого окна не получится. Как правило, цех работает с несколькими видами профиля, соответственно, на складе должны быть все элементы системы, начиная от рам и створок и заканчивая штапиками и доборными элементами.
- Армирующий профиль – поставляется отдельно, устанавливается в пластиковый профиль непосредственно на этапе монтажа. Номенклатура армировки не такая обширная, но все равно с десяток наименований (разная толщина + разные конфигурации) должен присутствовать.
- Остекление – либо готовые стеклопакеты, собранные на отдельном предприятии по нужным размерам, либо листовое стекло и дистанционные рамки. Во втором случае материалы доставляются в отдельный цех, в котором производится прирезка стекла и сборка стеклопакетов.

Фото готовых стеклопакетов на складе
- Фурнитура – ее в любом случае закупают, поскольку процесс производства фурнитуры очень сложен и трудоемок. Фурнитурные комплекты хранятся на складе и по мере необходимости поставляются на участок сборки для обвязки створок.
Естественно, это лишь основные группы комплектующих, с которым работает оборудование для производства ПВХ окон. В этот список я не включил многочисленные расходные материалы – крепеж, подкладки, герметизирующие шнуры, упаковку и т.д. – в общем, все, без чего чех не сможет нормально функционировать.
Источник: obustroeno.com